




 NEWS
NEWS
书法是用毛笔书写汉字创造意境表达感情的造型艺术。工欲善其事 必先利其器。因此,书法之妙,全在用笔。一支好的毛笔对初学书法的重要性,这一点,基本定型在秦代,在书法上有造诣的李斯、蒙恬就已经认识到了。李斯用短锋扁笔书写“小篆”,立后学之宗祖。蒙恬不仅改良成功了流传至今的毛笔,还撰写了中国书法史上第一部论述毛笔的著作《笔经》。也就是说,早在两千多年前,先贤们就已经开始研究如何选择一支好的毛笔使其到达书写、创作时要求的效果了。
三国时魏国的书法家韦诞评价选择毛笔重要性时引用了这句名言(陈思《书小史》)。被推崇为“书圣”的晋代大书法家王羲之题卫夫人《笔阵图》后曰:“夫纸者,阵也:笔者,刀槊也”,把毛笔比做冲锋陷阵,所向披靡的刀和矛。可见书法和绘画,除要求作者有较深的艺术造诣外,还需要选择得心应手、挥洒自如的毛笔,以助作者达到所追求的意境,表现出追求的风格,获得满意的艺术效果。
如何才能挑选一支好毛笔-------------链接树人湖笔有限公司网址
毛笔的选择问题,也是公司研究毛笔的核心问题,亦是最难解释清楚的问题。为此公司特设有专门的验笔部,包括专业的高级笔头技师和书法团队,制定一系列标准、试验方法:
一、选择毛笔的标准;即人们习惯地称为“毛笔五德”;即尖、齐、圆、健、聚。
1、“尖”、“圆”表示毛笔尖,尖锐,笔头圆正。
选择地时候,一只手捏住笔杆的上端,另一只手把笔杆端平,慢慢地旋转着笔杆看笔头(旋转着易于看出),要求:笔尖,尖锐似锥、笔头圆正平顺,无明显凹凸、披毛直顺平伏,不露笔柱毛、表面光滑、有光亮,俗称“光、亮、圆、直”。请查看表2-2中笔头性能。笔尖具有耐磨性能,各部位粘接承受拉力强。在表2-2中标准有规定的耐用性指标。而实际上只能对于笔厂中评定有意义,而对于使用者谁能去鉴定这些数据呢。使用者希望毛笔不分绺、不开叉为好。
2、“齐”表示笔尖平齐,称为“齐”德。
把笔尖用舌头润开,大号笔(笔头6厘米左右)和中号笔(笔头4厘米左右)约润开0.4厘米左右,其它品种可酌情加减。用右手握着笔,使笔尖在左手背上慢慢地反复旋转。如果笔尖紧紧地团在一起,随手转动不分绺、不开叉就是好笔。这种检验方法,各地的名称不同,通常称为“盘笔”。如果有的毛从笔尖中蹦出来,蹦出的毛即是秃毛。旋转时蹦出来的毛过多或笔尖分绺、开叉,这支笔的使用效果则不理想。旋转完毕,再把笔尖润湿,把笔尖捋直,然后用大拇指和食指把笔尖轻轻地捏成扁平型,一般小楷捏成0.2-0.3厘米宽,中号笔捏成0.4厘米左右,大号笔再酌情加宽,对着明亮的地方,仔细观察。锋尖齐,不偏斜,无明显长毛,但不能像刀切过一样齐。像刀切过一样齐的笔尖称为“割尖”笔,笔锋尖已经被修笔刀割去,寿命短,不适用。笔尖顶部以下0.3厘米左右(羊毫笔可长达1厘米),狼毫笔呈现淡黄色的透明。羊毫笔呈现玉白色透明,紫毫笔呈现褐色透明。在这个透明部位里,没有不同颜色的秃毛和弯毛。石獾笔,兼毫笔和猪鬃笔等,笔锋一般都不透明,也要看锋内,是否有杂色的秃毛。
3“健”表示笔头刚性
笔头的刚性对使用者来说是很重要的指标之一。要想知道毛笔的刚性是否适合自己的要求,需要把笔头用水泛开。小号笔可以只泛开笔尖;中号笔、大号笔要泛开笔头长度的三分之一或二分之一。笔头泛开后,捏净水,把笔头捋成原来形状。有经验者,只要在手背上划几下,或用手指在笔尖上碰几下,就可以判断。小号笔尖似钢针扎手,中号笔和大号笔,笔头按至中部,提起后,笔头能恢复原状,通常则认为刚性较好。当然,不同品种,要求具备的刚性也不同。
4、“聚”表示笔头不散锋
以前讲毛笔的著作中,只讲“四德”即尖、圆、齐、健。实质上毛笔的好或坏,关键的一个特性,就是“聚”。什么叫“聚”呢?就是毛笔头抱团,不分绺、不出叉、不散锋。“聚”除了选料而外,很大程度在于制笔技术水平上。毛笔头抱团,不分绺、不出叉、不散锋,主要是笔的原料要好,更主要的是制笔工艺的考究。笔柱(笔胎)选料和配置洽到好处。披毛的软硬适当。当运笔的时候,笔柱和披毛非常顺和。笔头的毫毛都能顺和着笔头运动。毫毛不散花,不出叉,主要是里里外外的毫毛,配置软硬适当,毫毛粗细搭配的合理,使笔头有刚有柔,和谐地运动自如。由于毫毛软硬配置不合理,硬的毫毛就支出来了,笔头就不抱团,“聚锋”同制作工艺大有关系。笔毫的弯曲、软硬毫毛分配不均匀等等,都能出现散锋、出叉等等毛病。这一项只能实地使用看其效果,评定质量,公司依据中华人民共和国轻工行业标准QB/T2293-1997认为评定毛笔质量应该讲“五德。”上述检验毛笔的方法 ,是指在笔厂或者在自己家中检验的,在商店里购买毛笔,一般是不允许把笔头泛开检验的。正因为如此,在商店中购买一支毛笔,如何选择是一项难题,很不容易检查出来毛病。这就是选择毛笔的难处。
二、试验方法
1、尺寸偏差:用精度为0.02mm的游标卡尺测量。
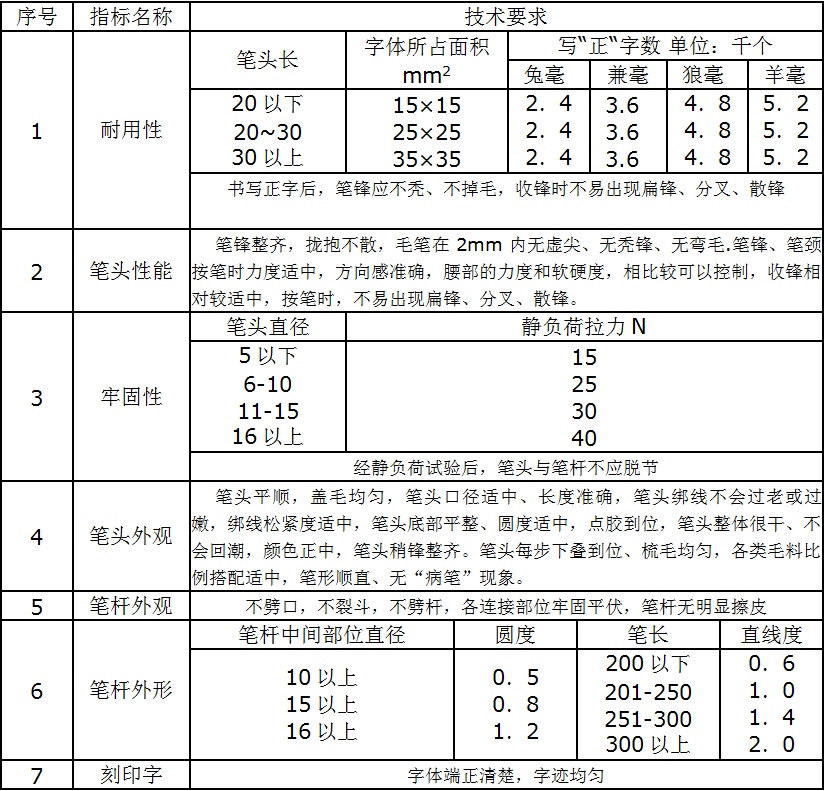
2、耐用性:用元书纸书写。书写正字后,笔锋应不秃、不掉毛,收锋时不易
出现扁锋、分叉、散锋。
3、笔头性能:初做好散着的笔头,要用目测手感法及试写检验。笔锋整齐,拢抱不散,毛笔在2mm内无虚尖、无秃锋、无弯毛.笔锋、笔颈按笔时力度适中,方向感准确,腰部的力度和软硬度,相比较可以控制,收锋相对较适中,按笔时,不易出现扁锋、分叉、散锋。
4、牢固性:检测时用手捏住笔头,在笔杆尾部按规定的静负荷指标悬吊砝码,静止保持10s后,目测。
5、笔头外观及制作工艺:用目测手感法进行。请查看表2-4中笔头外观。
6、笔杆外观: 用目测手感法进行。请查看表2-5中笔杆外观。
7、笔杆外形:首先将笔按规格分类。检测其圆度系用精度0.02mm游标卡尺,选择笔杆中间部位,测量其最大直径和最小直径之差。检测其直线度系将笔杆放在一个平面上,根据规定用不同规格塞尺插缝,不通过者为合格。
8、刻印字:用目测。
附:表
一、尺寸偏差应符合表1的规定。
表1 mm

二、各项质量要求应符合表2的规定
表2